
Featured Projects
A chemical plant that employs two reactors and three dilution tanks for the batch production of its many solvent based products had for years an operating procedure that included the manual addition of powdered, flaked and granulated solids to batch. The formulations manufactured contain flammable liquids classified as Class 1 liquids by NFPA 30. The manufacturing area is a NEC Class I, Division 1, Groups C, D hazardous classified location. The solid raw materials in a given formulation include up to three of twenty inventoried raw materials, all packaged in kraft bags and all with a wide range of physical characteristics. The finished product packaged into 55 gallon drums and 275 gallon totes.
When a batch sequence called for solid ingredients, pallets of 25 kg bagged solids were loaded to mezzanine level via a fork truck. The bags subsequently cut open one at a time by a two man team and the contents poured into one or more of the vessels for each batch. When charging was complete, the empty bags were manually flattened and stacked on the now empty pallet and later returned to floor level. The formulations required from one to three solid raw material ingredients ranging from several hundred kg of each to a few thousand kgs of each. One formulation required three solid raw materials with a combined total weight of approximately 3,760 kg (8,290 lb.) of manually added solids. Respiratory protection and Tyvek coveralls was required during time of solids addition because the Operators were exposed to xylene, other solvents and acids and in particular 10x the occupational exposure limit for formaldehyde vapor and 1.5x the short term exposure limit for styrene monomer vapor according to an internal EHS audit. The use of a respirator and Tyvek coveralls during solids charging was to afford the Operator protection from solvent vapors that would escape when the man way(s) are opened and from solids dusts when the open bags were poured into the vessel(s). The vapor collection system was inadequate and there was no dust collection system.
A solids handling system was desired that could on a batch basis, semi automatically deliver powders to the two reactors and three dilution tanks in a way that would eliminate Operator exposure to solvent fumes as well as exposure to solids’ dust during powder additions. Further, once a batch commenced, the vessel(s) were to be sealed closed and not reopened until such time that the batch was complete at the end of a campaign. The need for Tyvek coveralls and respirators was to be eliminated.
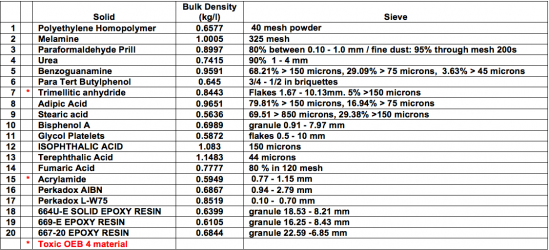
Table of Solids
Raw Materials & Process Analysis
Solid Raw Materials: Material Safety Data Sheets for all twenty solid raw materials were collected and reviewed. RM suppliers and plant EHS personnel were consulted in order to ascertain each solid’s Occupational Exposure Limit. During this process it was discovered that two of the solids, Trimellitic Anhydride and Acrylamide fell into Occupational Exposure Band 4. OEB-4 materials are toxic and would require different consideration than the others. All others were deemed OEB-3 solids. Also noted was that some of the solids were reactive with other solids and as such could not be allowed to come in contact with each other. After each batch campaign, which typically lasted an entire shift, the vessels where emptied and flushed prior to the production of the next batch.
Process
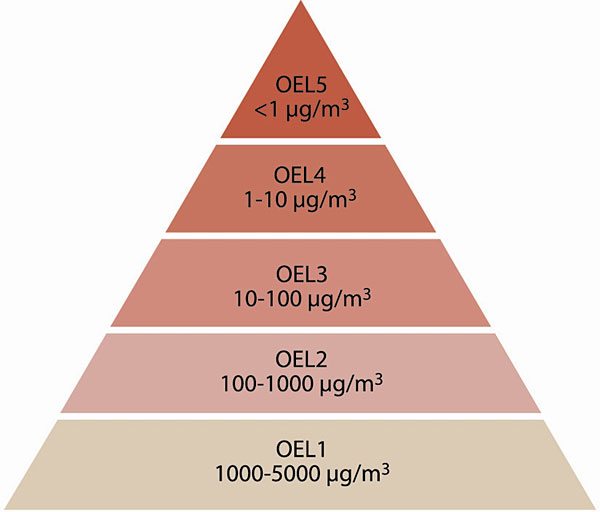
Occupational Exposure Level (OEL) and Corresponding Band (OEB)
Hierarchy of Control
The Answer: Observations
With improved solids handling and changes to the operating procedure that included all vessels be maintained closed during production, solvent fumes would still be present because finished goods were packaged off in five locations with a fume collection network that inadequately served the package filling areas, the Dilution Tanks and the Reactors. A fume free means to fill drums and totes would be needed and a redesign of the fume collection system for the Dilution Tanks would be needed. A means to capture fumes from the Reactor’s distillation columns was needed. Floor space was limited for any new solids handling equipment (and liquid filling equipment). To create space, the five filling stations would need to be consolidated to one and the fume collection network redesigned to better capture fumes at the proposed one filling station as well as the Dilution Tanks. It was clear that changes to a better part of the existing operation would be needed. If a means to load solid raw materials was to be established with the goal of eliminating exposure levels and the need for respiratory protection and Tyvek suits, it made sense to eliminate the same PPE requirement in all other areas of the process as well.
The Answer: Solids Handling Solution:
Solids handling criteria and constraints became:1. Reactors and or Dilution Tanks to be closed and to remain closed for duration of the batch.
2. Ignition hazards associated with organic dusts would need to be taken into consideration.
3. Any new solids handling equipment attached to the Reactor would be subject to full vacuum and or 15 psi pressure.
4. Any new solids handling equipment attached to a Reactor or Dilution Tank will be subject to the same wet, hot, and cohesive atmosphere as the Reactor or Dilution Tank.
5. Any new solids handling equipment would require clean out between certain product transfers as some of the materials react with each other. This requirement extends to any filter media employed for dust abatement.
6. Any new process control would need to be rated for NEC Class I, Division 1, Groups C, D hazardous location.
7. Separate solids handling equipment would need to accommodate OEB-3 and OEB-4 raw materials.
8. The empty kraft bags are not to come in contact with Operators. A means to consolidate and contain all empty kraft bags is needed to eliminate dust exposure from point bag is opened to point where bags are eventually disposed of off-site.
9. Tyvek suits and Respirators are not to be required while handling solid raw materials.
The Result:

Former Condition – Reactor 1&2. Solids staged for loading into Reactors via top manway. 2 of 5 filling stations (behind pallet)

Former Condition – Powder Addition at Reactor 1. Poor fume collection. No dust collection

Former Condition – Powder Addition at Reactor 2. Poor fume collection. No dust collection

Former Condition – 2 of 3 Dilution Tanks. Note the non-sealing manways. No dust collection. Fume collection is via tank access man way and of poor design. Typical of all 3 Dilution Tanks

Former Condition – Reactor 1. No dust collection. Very poor fume collection. Fume collection & tank access are combined. Typical of both Reactors

New Condition – 25 kg bag unloading stations at floor level. OEB-3 solids (left) & OEB-4 solids (right)

New Condition – Dense Phase Vacuum Collector Receiver on Dilution Tank. 140 F Water clean in place port front center of collector receiver body

New Condition – Near: New sealable man way on Dilution Tank. Far: Dense Phase Vacuum Collector Receiver on Dilution Tank